- info@pennair.com
- 888-631-7638
- Service Counter: 717-840-1600

Who do you turn to when you need to automate part of your manufacturing process?
Recently, a manufacturer was reviewing options to automate a transfer system to load rods or round stock into a die press. In this particular application, the rod is loaded into a vertical die press to create a u-shape bend. The rod is pressed three times in the vertical die press to guarantee a uniform u-shape with all the finished parts.
Customer Purposed Solution:
The manufacturer approached SCHUNK with the following request:
To design a process that created an XYZ Gantry to transfer the rods from a feeder system into the vertical press. Grippers would be needed to handle the rods from the feeder system and each die in the vertical press. The XYZ Gantry would transfer the parts from the feeder system to each individual die in the vertical press. The parts would be dropped into an escapement upon completion in the vertical press.

Customer Concerns: Cycle Time and Safety
The manufacturer had two major concerns associated with the project:
SCHUNK Solution:
In order to meet the demands of the customer’s application and to address their concerns regarding cycle time and safety, SCHUNK designed the following solution:
Universal linear module
Optional toothed belt drive for high acceleration and speed or screw drive for precise positioning given high drive forces.

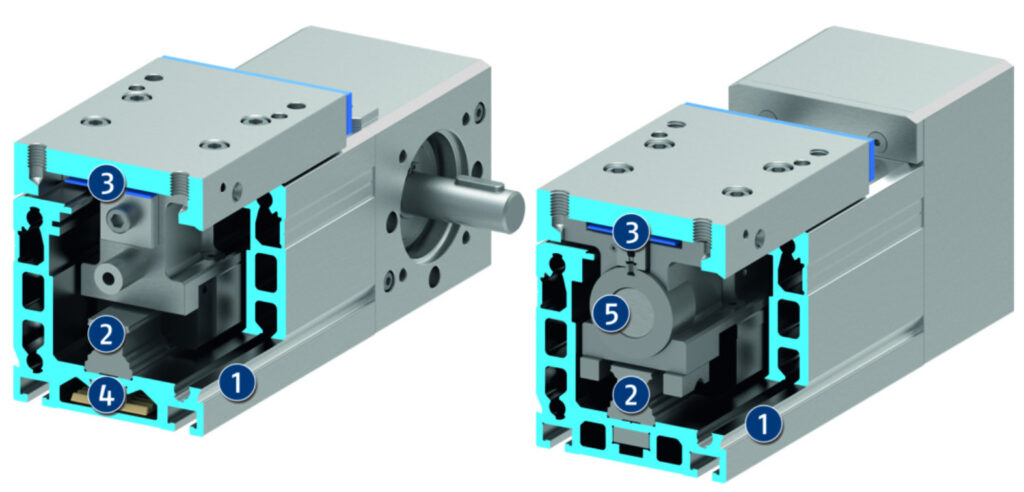
The slide is driven by a toothed belt or a ball screw spindle and precisely guided by a (double) profiled rail guide. The cover band runs through the slide and covers the drive and guidance. The servomotor is usually connected to the profile via the drive shaft.
Various guiding options
Screw supports
Screw supports allow higher moving speeds for longer stroke lengths
Version with a driven slide
In this version, the servomotor is fastened to the slide and the profile is vertically moved.
Flexible in motor and controller selection
The electrical control is carried out via an adaptable servo drive using common standard controller like Bosch or Siemens.
Easy integration
The easy integration into the control system is ensured by the possibility of attaching a common servomotor.
Complete solutions
On request, SCHUNK can supply complete drive solutions including motor, gears, controller, and cables.

We’re looking forward to helping you. Whether you have questions about products, services, or a demo, our team is ready to help.
Fields with an asterisk* are required. This information allows us to better assist you.
Your information will not be shared beyond our organization. The information collected is simply used to better assist you. Please visit our Privacy Policy to learn more.
You can see how this popup was set up in our step-by-step guide: https://wppopupmaker.com/guides/auto-opening-announcement-popups/
You can see how this popup was set up in our step-by-step guide: https://wppopupmaker.com/guides/auto-opening-announcement-popups/
You can see how this popup was set up in our step-by-step guide: https://wppopupmaker.com/guides/auto-opening-announcement-popups/
You can see how this popup was set up in our step-by-step guide: https://wppopupmaker.com/guides/auto-opening-announcement-popups/
You can see how this popup was set up in our step-by-step guide: https://wppopupmaker.com/guides/auto-opening-announcement-popups/
You can see how this popup was set up in our step-by-step guide: https://wppopupmaker.com/guides/auto-opening-announcement-popups/
You can see how this popup was set up in our step-by-step guide: https://wppopupmaker.com/guides/auto-opening-announcement-popups/

